CG Thermal introduces Material and Design Upgrades to Graphite Heat Exchangers
Introduced in the 1950’s by Union Carbide in Cleveland, Ohio, graphite heat exchangers have a long and successful history. Initially launched under the tradename Karbate, the material excelled in the phosphoric acid production market and any application that included the use of hydrochloric acid. Graphite heat exchangers continued to grow in popularity. Several domestic and international companies were producing graphite heat exchangers by the 1960’s. Today, the international graphite heat exchanger market boasts a whopping 250-300 million U.S. dollars in volume.
The Great Thing About Graphite
Graphite has long been a sought-after heat transfer material for harsh and corrosive process streams. This is due to the fact it exhibits both metallic and non-metallic properties that contribute to equipment longevity and reliability. Non-metallic properties include extremely good corrosion resistance and low coefficient of thermal expansion. Metallic properties include a high thermal conductivity, exceeding that of all commonly used metals – with the exception of aluminum.
Graphite is inert, making it exceptionally resistant to corrosion in both static and dynamic conditions. However, resistance to corrosion by metals is affected by flow. Metals may perform well in lab tests but not reach required expectations in operation. Although many nickel alloys and reactive metals provide a similar operating life compared to graphite in some corrosive environments, graphite is exceptionally well suited for strong reducing environments. Therefore, graphite is typically the first choice in hydrochloric acid applications. It is also a frequent choice for lower oxidizing environments such as sulfuric acid concentration below 85wt%.
Graphite does have its downsides
When operated properly in hydrochloric acid, the average life expectancy for a graphite heat exchanger can exceed 15-20 years. But since graphite is 100% corrosion resistant to HCl, why doesn’t it last forever?
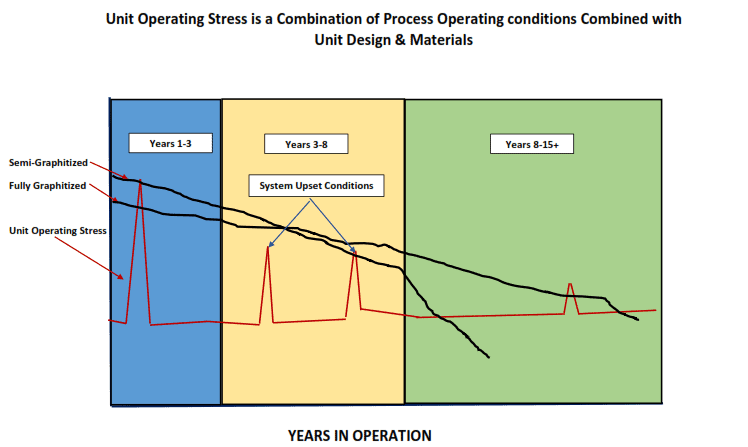
The main failure mode for graphite exchangers is tube breakage as the unit ages. As the unit ages, the tube will naturally lose strength. This is both due to aging of the phenolic impregnation and fatigue (vibrational) loading.
Raw graphite material is impregnated with phenolic resin to make it impervious. But equally important, impregnation greatly increases the strength of the graphite material. As the unit ages the resin continues to cross link and eventually will start pulling away from the graphite base on a microscopic level resulting in lower tube strength. At the same time, the tubes experience random microcracking imparted by slight vibration associated with cycling or occasional system upset throughout years of operations. Both contribute to reduction of material strength over time.
Since graphite’s yield and ultimate strengths are the same, no deformation is noticeable prior to breaking. Measurements, such as an eddy current test to measure tube wall thickness, cannot be effectively used to evaluate graphite tubes. So, graphite tubes can look normal on one day and break on the next.
Reparability Issues
In addition to failures being unexpected, repair is not easily accomplished. Tubes in a graphite shell and tube exchanger are cemented into the tubesheet with a phenolic cement. Whether the tube is replaced or repaired, drilling of graphite and curing of phenolic cement is required. Many operating sites do not have the experience and/or skill set to work on a graphite exchanger with much confidence. Therefore, specialty graphite repair shops are frequently employed to execute repair services. This can result in longer turn around and higher costs.
Cleaning a graphite heat exchanger can be accomplished by chemical or mechanical means, however, care must be taken in either case. The graphite material is often softer than the fouling within the tube. Expertise is needed in operating a lance or other mechanical cleaning device to avoid damaging the graphite while cleaning the tube. Over time the tube wall profile on graphite tube will change due to corrosion and typically results in increasing fouling rates.
Graphite Heat Exchanger Repair, Rebuild, Refurbish
![]() The majority of our graphite heat exchanger repairs are handled through our joint venture, Gulf Coast Graphite Services. By leveraging CG Thermal’s expertise in original equipment manufacturing, engineering, and premium material offerings, alongside their 50+ years of experience in graphite equipment rebuilding and field services, we offer full-service solutions to meet all your graphite needs.
The majority of our graphite heat exchanger repairs are handled through our joint venture, Gulf Coast Graphite Services. By leveraging CG Thermal’s expertise in original equipment manufacturing, engineering, and premium material offerings, alongside their 50+ years of experience in graphite equipment rebuilding and field services, we offer full-service solutions to meet all your graphite needs.
With three convenient locations, our team is ready to respond quickly to your emergency service needs and get your plant back up and running. Our locations are:
- 3253 Phillips Way, Port Allen, LA 70767
- 390 Prairie Industrial Parkway, Mulberry, FL 33860
- 8950 Dutton Dr, Twinsburg, OH 44087
Contact us today to learn how we can improve your competitive position.
Are there ways to improve the operating life of a graphite heat exchanger?
Yes. Attention to detail and close quality control are key to the longevity of a graphite heat exchanger.
The effects of resin crosslinking and microcracking can be reduced with a fully graphitized base material and high-quality impregnation process. Proper impregnation will ensure complete and uniform resin content throughout the entire thickness of the graphite piece by eliminating surface glazing. A fully graphitized tube is less brittle than resin bonded or graphite-carbon composition tube resulting in a tougher more resilient tube.
Vibration and flow analysis should be performed along with the thermal sizing to verify there are no frequency or resonance issues. Adjustments should be made to shell diameter, baffle arrangements, connection size, etc. to eliminate vibration potential.
For a more complete discussion of these topics, please refer to https://cgthermal.com/blog/impervite-graphite-engineered-for-reliable-heat-transfer/
New technologies and designs offer options and solutions.
Tubesheet and sealing technology
As mentioned before, the tubes in a graphite heat exchanger are cemented into the tubesheet. In order to compensate for the differential in expansion rates between the graphite bundle and the steel shell, a floating tubesheet with shell side packing gland is utilized. CG Thermal has available a proprietary o-ring design which eliminates the cementing process and makes maintenance quick, inexpensive, and easily accomplished on site. This design uses two stationary tube sheets instead of the graphite floating tubesheet, eliminating the need for the packing gland. This new feature is just one of our material and design upgrades to graphite heat exchangers
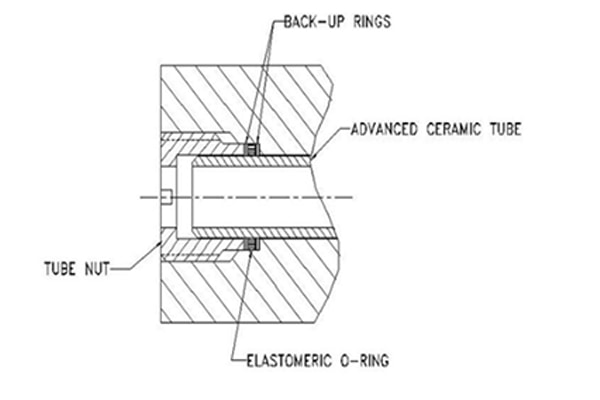
The o-ring is entirely self-contained by a tube nut which is tightened down, compressing the o-ring and keeping it stationary between two back-up rings. This design allows for the tubes to expand and contract independent of the shell eliminating excessive tensile and compression loads across the tubes that may occur in graphite cemented designs.
This o-ring design also allows for the easy replacement of any damaged tube without disturbing any other tubes in the heat exchanger. Endplates are able to be removed providing full access to the tubes for cleaning or inspection. This design is utilized by CG Thermal’s SiC Umax Advanced Ceramic Heat Exchanger and Impervite PPS-GR Heat Exchanger.

Tube material technology
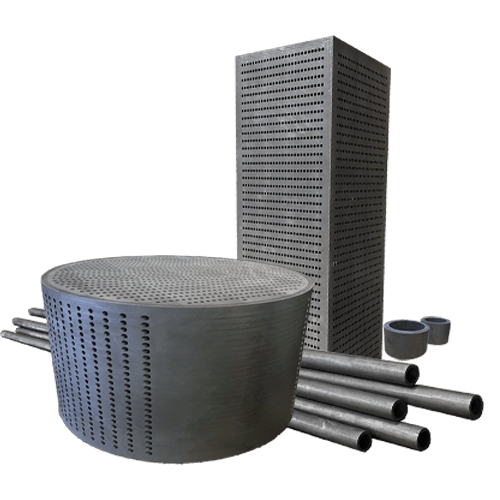
The use of ceramic and polymer materials have proven superior to graphite in highly corrosive and harsh environments. Tubes constructed of these materials are preferred by many because of the excellent thermal and mechanical properties as well as their excellent resistance to corrosion. Heat exchangers are available that combine the benefits of the o-ring tube seal with these tube materials.
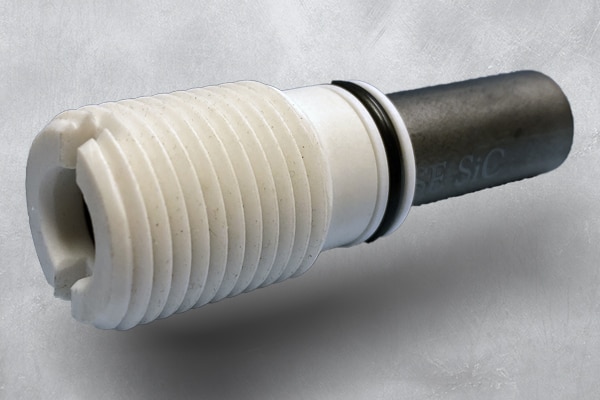
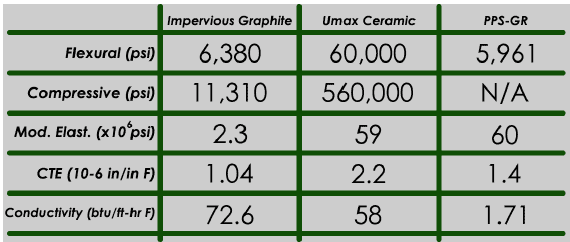
Graphite has outstanding thermal conductivity. However, it is surpassed by that of the Umax Advanced Ceramic material. The Umax tube is constructed of alpha sintered silicon carbide which is universally corrosion resistant since it contains no fillers or free silicon. It is 50% harder than tungsten carbide. This degree of hardness eliminates the concerns associated with cleaning graphite tubes, as well as erosion issues that limit tube life. The SIC structure makes for a low-friction surface with lower potential for fouling. Coupling the Umax ceramic physical properties with the unique o-ring design makes these units 100% resistant to thermal shock damage.

PPS-GR Tube
The PPS-GR tube is a graphite polyphenylene sulfide composite. Within its application limits, its corrosion resistance is comparable to a resin impregnated graphite tube, but it is light weight and available in long lengths easily replaced in the field. Because of the polymer composition, fouled material does not bond to the tube wall and is easily removed with less loss in production time and reduced concern of tube damage. Being a more ductile material, it will withstand system stresses and has excellent resistance to thermal shock. The material can be utilized in higher pressure designs than graphite.
Since PPS-GR tube has a lower flexural strength than both Umax and graphite, the baffle assembly is designed to minimize the flexural loading on the tubing. Although its conductivity is notably lower than the other materials, in most applications, that only requires an increase of about 7-15% additional surface area.
Conclusions
In summary, graphite heat exchangers are well suited for harsh process fluids such as hydrochloric, sulfuric and phosphoric acids. However, when the operating life of a graphite heat exchanger is less than 8 years, it’s time to consider material and design alternatives that will extend operating life. Ultimately, this will result in easier maintenance, and increase resistance to corrosion and erosion.
CG Thermal delivers process technology solutions for harsh and corrosive process streams. To contact them to learn more, please click here.
If you would like a downloadable copy of this blog, please click here.