AirBTU VPRR, High-Temperature Variable Pitch Radial Recuperator
DESIGN IN UNIFORMITY FOR THE LOWEST CAPEX/OPEX SOLUTIONThe AirBTU VPRR High Temperature Recuperator, gas-to-gas and gas-to-liquid heat exchanger offers industry-leading safety and reliability to maximize plant efficiency. Among the critical factors that must be addressed during the design process is proper evaluation of thermal stresses, tube wall temperature, and pressure drop. It is important to design out the common failure modes and design in efficiency and reliability. The AirBTU VPRR Heat Exchanger for Sulfuric Acid Applications is unmatched in quality and longevity. Additionally, because of its ability to handle high temperatures, the AirBTU VPRR is an excellent candidate for Green Energy operations including energy capture and storage, green hydrogen streams, CO2 carbon capture, and bioenergy recovery. For harsh and corrosive process streams, including sulfuric acid production, sulfuric acid regeneration, and other acid manufacturing processes, the AirBTU VPRR was designed to outperform and outlast the industry standards.


Full Annular Plenums
Variable-pitch Tube Bundle
Uniquely Designed Baffle Arrangement
Uniquely Designed Expansion Joint
Benefits of AirBTU VPRR
 By integrating an AirBTU VPRR heat transfer solution, industry professionals can avoid common pitfalls and “design in” reliability and efficiency. The Air BTU VPRR is designed to:
By integrating an AirBTU VPRR heat transfer solution, industry professionals can avoid common pitfalls and “design in” reliability and efficiency. The Air BTU VPRR is designed to:
- Avoid cold-end corrosion. The introduction of low-temperature air can result in cold spots within a recuperator, causing condensation of some constituents of the process gas stream. The resulting reaction between this corrosive condensate and the heat exchanger surface is commonly referred to as cold-end corrosion. This destructive mechanism is “designed out” of the AirBTU VPRR, making it the ideal Heat Exchanger for Sulfuric Acid Applications.
- Eliminate stress failures. Temperature gradients across the tube bundle can lead to uneven stress concentrations at the tube-to-tube-sheet connections. These result in tubesheet failures with subsequent losses in production and costly repairs. We design in uniformity to eliminate this failure mode.
- Reduce pressure drops. Our VPRR features a proprietary design that reduces pressure drops for the best energy efficiency.
- Maximize thermal efficiency. Flow dynamics modeling is used to evaluate tube layouts and pass arrangements to create a symmetric design with optimal film coefficients and overall heat transfer rate. The resulting design requires less surface area and minimizes material and fabrication costs.
- Minimize maintenance downtime. In addition to minimizing failures caused by cold end corrosion and uneven mechanical stresses, we can “design-out” the potential for fouling.
Benefits In Action

- Greater equipment reliability leading to longer operating life. The uniformity and symmetry of the radial flow VPRR design eliminate cold spots and minimize uneven stresses, adding years to the useful life of the air heat exchangers.
- Smaller pressure drops leading to lower operating costs. VPRR heat exchangers offer the lowest possible pressure drop for a given thermal duty. Reducing or eliminating pressure drops can save on auxiliary equipment costs and energy costs as well as facilitate proper system operation.
- Higher thermal efficiency leading to lower first costs. Solid modeling and computational fluid dynamics are used to evaluate tube layouts and pass arrangements to create a symmetric design with optimal film coefficients and overall heat transfer rate. The resulting design requires less surface area and minimizes material and fabrication costs.
- Highly engineered design results in operational success. Our recuperators are carefully designed to eliminate inherent fouling potential (e.g., mineral deposition causing tube blockage that can lead to significant loss of capacity and, ultimately, lengthy and costly downtime). By properly evaluating and addressing this potential during the design stage, we can better ensure the success of our customer’s operations.
The Engineered Solution
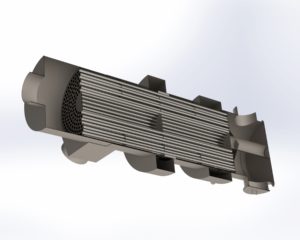
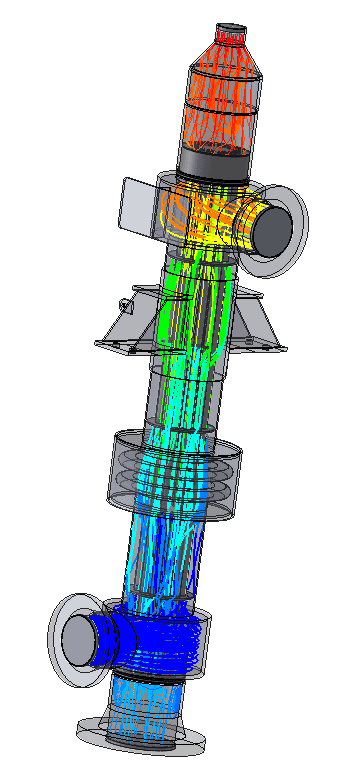
The AirBTU VPRR is the engineered solution to the above operational issues. Its proprietary baffle design, coupled with its variable radial pitch tube arrangements, promotes uniform temperature profiles and tube wall temperatures with minimal pressure loss. Below, we highlight the key components.
- The baffle. The proprietary design of the baffle results in multiple radial-flow passes on the shell side. The baffle arrangement, along with a full radial bonnet for gas introduction, is designed to minimize tube wall temperature differences by promoting air distribution and flow uniformity at the cold end.
- The tubes. Using advanced thermal modeling with precise temperature and pressure profiles, we designed all-tubewalls in the air heat exchanger to have symmetry in temperature to within 5%. These symmetrical tube wall temperatures facilitate uniform stresses throughout the tube-to-tube-sheet connections, significantly extending the useful life of the exchanger. The highly accurate mapping technique is also used to ensure a design that maintains wall temperatures above the acid dewpoint throughout, eliminating the potential for cold-end corrosion.
- The vessel expansion joint. The vessel body expansion joint is pre-compressed to allow operation at “near neutral”, further minimizing the operating stress at the tube-to-tube-sheet connections.
- The inlet/outlet piping connections. Inlet and outlet piping connections on both the shell and tube sides can be located in any radial direction for ideal installation flexibility.
Although there is no standard arrangement, operations typically occur as follows:
- The gas stream passes from end to end within the tubes. This most commonly occurs in a single pass.
- The ambient intake or the second gas stream enters the shell side and travels in a hybrid cross and counter flow pattern with multiple passes.


The Material Selection
 There are many factors to consider to ensure we obtain the 20+ year operating life we aim for in our products, such as tube diameter, wall thickness, and proper material choice. Our experience-based knowledge helps us choose the alloy (and other design elements) that can withstand the high-temperature cycles the VPRR must endure while minimizing capital costs.
There are many factors to consider to ensure we obtain the 20+ year operating life we aim for in our products, such as tube diameter, wall thickness, and proper material choice. Our experience-based knowledge helps us choose the alloy (and other design elements) that can withstand the high-temperature cycles the VPRR must endure while minimizing capital costs.
Some of the alloys we commonly use in our heat exchangers include:
- 304L SS. As a stainless steel alloy with more than 18% chromium and 8% nickel and less than 0.03% carbon, this material offers good corrosion resistance in many environments, from moderately reducing to moderately oxidizing. It is also strong and tough in cryogenic temperatures, easy to clean, and suitable for forming and welding operations.
- 304H SS. Similar to 304L SS, this stainless steel alloy contains more than 18% chromium and 8% nickel. However, it has a minimum carbon content of 0.04%. It exhibits similar corrosion resistance but greater susceptibility to carbide precipitation in the HAZ during welding.
- 321 SS. This stainless steel alloy is titanium-stabilized to make it suitable for use in temperatures ranging from 1,000 to 1,600° F. It readily accommodates use in welding operations.
- 309 SS. This stainless steel alloy offers oxidation resistance up to 1,900° F in stable temperature conditions or 1,850° F in cycling temperature conditions. It also demonstrates good resistance to high-temperature sulfur-bearing atmospheres and moderate resistance to carbon-bearing atmospheres.
- 310 SS. This stainless steel alloy has excellent resistance to corrosion in mild cycling temperature conditions up to 2,000° F. It also exhibits high strength and toughness in cryogenic temperatures, moderate strength in high temperatures, and good resistance in sulfur-bearing atmospheres.
- RA 253MA. This stainless steel alloy was designed to combine good oxidation resistance with high strength and heat resistance. It also offers good resistance to high-temperature abrasion and sulfidation.
An Ideal Solution for Catalytic Operations
 In acid manufacturing, it is common to find catalytic operations with high-temperature gas streams. Most involve stacked beds that require cooling of the stream between catalyst beds. For these setups, it is important to keep the stream above the dew point of all of its constituents to avoid cold-end corrosion. Likewise, these cold spots will promote mineral deposits. This fouling can be very tenacious and detrimental to system operation.
In acid manufacturing, it is common to find catalytic operations with high-temperature gas streams. Most involve stacked beds that require cooling of the stream between catalyst beds. For these setups, it is important to keep the stream above the dew point of all of its constituents to avoid cold-end corrosion. Likewise, these cold spots will promote mineral deposits. This fouling can be very tenacious and detrimental to system operation.
 An effective method for controlling sub-dewpoint exchanger corrosion is by fully understanding the tube temperature profile and designing the exchanger to eliminate cold spots. When the heat transfer surface or tube wall temperatures are accurately mapped, the heat exchanger can be optimally designed to maintain wall temperatures above the acid dewpoint.
An effective method for controlling sub-dewpoint exchanger corrosion is by fully understanding the tube temperature profile and designing the exchanger to eliminate cold spots. When the heat transfer surface or tube wall temperatures are accurately mapped, the heat exchanger can be optimally designed to maintain wall temperatures above the acid dewpoint.
In addition to catalytic operations, other applications for which the AirBTU VPRR is suited include:
- High-temperature energy storage. It can provide an efficient and reliable means of transferring the energy stored by high-temperature salts and other media.
- Thermal oxidizers. It can preheat ambient intake air using waste heat as part of thermal oxidizer systems used to remove VOCs from exhaust systems.
- Steel mills. It can be used as an air preheater for cooling gas streams for environmental systems.
- Steel foundries. It can be utilized to recover heat from flue gases to preheat combustion air going into a metal heat treatment furnace.
Product Gallery




Improve Your Thermal Processes With CG Thermal
Whether you are looking to purchase new heat exchanger equipment for your facility or improve on your existing equipment, the experts at CG Thermal are here to help! We offer a range of services, including support design, duct pipe analysis, and design of ducting, dampeners, and expansion joints.
- Need to purchase new equipment? The best time to troubleshoot your high-temperature gas-to-gas heat exchange equipment is before you own it. We can help you design-out the potential failure modes inherent to your application.
- Need to improve existing equipment? Do you have a recuperator heat exchanger that has failed after 5–10 years of operation? Is it the cause of frequent downtime? Our thermal design engineers enjoy a challenge and would be pleased to recommend a solution.
To learn more about our products and service or discuss your equipment requirements with one of our team members, contact us today
White Papers
